
第一部分:二氧化碳灭火机理
【二氧化碳灭火剂简要介绍】
二氧化碳灭火剂是一种不导电、惰性、低毒性、灭火后不留污染物良好的灭火剂,不会对大气造成污染,是良好的卤代烷灭火产品的替代品,且来源广泛、生产容易、价格低廉。广泛应用于水泥厂、电厂、化工厂等煤粉制备车间灭火,以及热处理车间风管及油库灭火,还有冷轧机本体、过滤器、油库、风管、检修坑道等部位的灭火。本文就二氧化碳灭火系统在水泥厂煤粉制备车间的应用做简要阐述。
我们先来分析二氧化碳灭火剂的灭火机理。
【一、冷却法灭火】
常用的高二氧化碳灭火系统,钢瓶内部储存压力为5.7兆帕(消防规范由原来的5.17兆帕修改为新的5.7兆帕),在喷放过程中二氧化碳压力急剧瞬间下降,二氧化碳灭火药剂在物理状态发生改变时(压力急剧下降及物质存在状态变化),需要吸收大量空气中的温度,竟而使空气中悬浮物(包括粉尘、水分子等)形成大量的凝集水珠混合物。下图是二氧化碳在喷放过程中的视频截图,从截图中可以直观看到大量雾状水混合物。

图---1 轧机试喷录像截图
二氧化碳灭火系统在水泥厂应用中,从以往在水泥厂实际使用过程经验得知,一般在一个45~65吨的舱体内,喷入2~4瓶二氧化碳,温度下降值在10~20℃。因此除二氧化碳灭火剂良好的灭火效果,冷却降温作用及稀释一氧化碳浓度的作用也是水泥厂在选用灭火产品时,首选二氧化碳的原因之一。
【二、窒息法灭火】
从消防燃烧学燃烧发生的三个必要条件:可燃物、助燃物(一般指空气)、点火源分析得知,一旦三个条件中破坏任何一个条件,燃烧反应立即停止。这就好比人在缺氧状态下会窒息是一个道理。二氧化碳灭火机理之二,既通过减少助燃物(氧气)在这个空气的百分比含量,将空气中的氧气浓度降到燃烧所需的最低氧浓度以下,使燃烧反应停止。
水泥厂煤粉制备在季度检修停窑期间,一般会在仓内预留5-10吨左右的煤粉,以备季度检修后点火时使用,从很多水泥厂火灾案例中得知,正是这几顿预留的煤粉,往往会引起仓内火灾甚至爆炸,因此在检修期间必须做好安全防范工作,防止事故发生。
第二部分:煤粉制备二氧化碳灭火用量计算
【计算公式】
老版《二氧化碳气体灭火设计规范》中,关于粉尘设计浓度规范中规定物质系数采用3.3。在新的规范中,粉尘灭火确切的物质系数没有明确规定,所以很多设计单位依然采用3.3的物质系数。具体二氧化碳药剂使用量计算公式,见式—1,式—2。
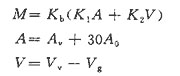 式--1
式--1
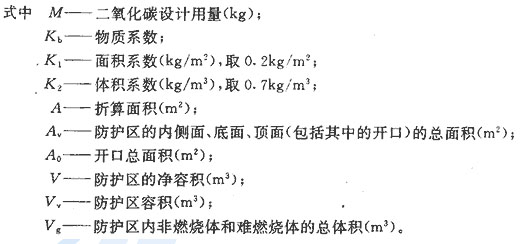 式—2
式—2
【计算用量时需注意事项】
1、高温对灭火的影响
为减少煤粉含水率,防止煤粉水分过高而导致糊袋,磨机入口烘干温度高达200~300℃,高温对二氧化碳灭火剂灭火效果有较大影响,因此消防设计人员计算灭火剂用量时,一定要考虑高温影响,适度增加药剂用量。
2、药剂泄漏对灭火的影响
煤粉制备工艺中,各个设备之间采用风管连接,在火灾条件下喷洒药剂时,少量的药剂往往会出现流失现象,因此在设计计算,尽可能的考虑到二氧化碳药剂在实际灭火时流失问题。
第三部分:高低压二氧化碳系统优缺点对比
常用二氧化碳灭火系统分为两种:一种是高压二氧化碳灭火系统,一种是低压二氧化碳灭火系统。到底选择哪种系统,由于很多企业管理人员对系统不了解,在做出选择时感觉很迷茫。同时许多消防产品供应商出于利益考虑经常欺骗性引导客户,最终使许多客户选择了不适合自己企业的产品,在产品使用过程中“操作很烦恼”、“维护很烦恼”。 图-2和图-3分别为高压二氧化碳灭火系统和低压二氧化碳灭火系统。下面我们就高/低压二氧化碳各自的优缺点做简要介绍。


图—2 高压二氧化碳灭火系统 图—2 低压二氧化碳灭火系统
【高压系统】
优点:造价低、维护简单、操作简单易掌握。
缺点:占地面积大。
说明:常见高压二氧化碳灭火系统由若干个70L的钢瓶组合起来,形成一套完整的灭火系统。业主方可按照自己的实际情况,随时将空钢瓶运输至当地充气站进行气体充装。
【低压系统】
优点:技术先进,占地面积小。
缺点:造价高、维护复杂、操作要领不易掌握,对供电要求极高(双回路380V电源)。
说明:低压二氧化碳灭火系统由单个储气罐承装气体,一旦药剂喷洒后,必须由二氧化碳气体厂家采用低压槽车运输至水泥厂后,进行充气。
【综合建议】
如水泥厂选址在东南沿海等发达城市且交通方便,相对来讲当地的充气站点较多且高压槽车使用方便,建议采用低压二氧化碳灭火系统;
如果水泥厂选址在西北地区或西南地区及东北地区等交通欠发达地区,受当地自然条件和充气站规模限制,很多充气站没有自己的高压槽车运输二氧化碳药剂,建议采用高压二氧化碳灭火系统。
 电话咨询
电话咨询 产品中心
产品中心 设计方案
设计方案 网站首页
网站首页